 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


додому
>
Продукти > Лінії для зварювання балок
> Лінії для зварювання двотаврових балок
>
Лінії для зварювання Н-променем 3 в 1
Продукти








Лінії для зварювання Н-променем 3 в 1
JINFENG WELDCUT є професійним китайським виробником і постачальником зварювальних ліній H-променем 3 в 1 за доступною ціною. Зварювальні лінії 3-в 1 H-балки об’єднані зі складанням, зварюванням і правкою фланців після зварювання в одній машині для виготовлення зварних двотаврових або таврових балок. Він може реалізувати виробництво зварної двотаврової або таврової балки з високою швидкістю та високою точністю, яка має особливості простої операції, меншого зайнятого простору та меншої праці.
Надіслати запит
Завантажити PDF
Опис продукту
ЖЖЛінії зварювання Н-променем 3 в 1
JINFENG WELDCUT є професійним китайським виробником і постачальникомЛінії зварювання Н-променем 3 в 1з доступною ціною. TheЛінії зварювання Н-променем 3 в 1інтегровані зі складанням, зварюванням і правкою фланців після зварювання в одній машині для виготовлення зварної двотаврової або таврової балки. Він може реалізувати виробництво зварної двотаврової або таврової балки з високою швидкістю та високою точністю, яка має особливості простої операції, меншого зайнятого простору та меншої праці.
Для всіхЛінії зварювання Н-променем 3 в 1Вироблені компанією JINFENG WELDCUT матимуть 12-місячну гарантію, вони є найефективнішими машинами для підвищення продуктивності для кінцевих користувачів із сталевих конструкцій, мостів, конструкцій.
Технічні характеристики
|
Модель |
ZHJ15 |
ZHJ18 |
ZHJ20 |
|
Висота T-подібної балки (H) |
200~1500 мм |
200-1800 |
200-2000мм |
|
Товщина полотна (d) |
6~12 мм |
6~19 мм |
6~30 мм |
|
Ширина фланця (B) |
200~800 мм |
200~1000 мм |
|
|
Товщина фланця (т) |
6~25 мм |
6~40 мм |
|
|
Довжина променя (L) |
4000~15000 мм |
4000~15000 мм |
4000~15000 мм |
|
Матеріал балки |
Q235 |
||
|
Тип зварювання |
Поперечне кутове зварювання під флюсом |
||
|
Джерело зварювального живлення |
Однодротовий або подвійний дріт |
Одинарний дріт |
Одинарний дріт |
|
Швидкість зварювання |
200~1000 мм/хв |
||
|
Кут факела: |
Точне регулювання 45° |
||
|
Гідравлічний тиск |
≤16 МПа |
||
|
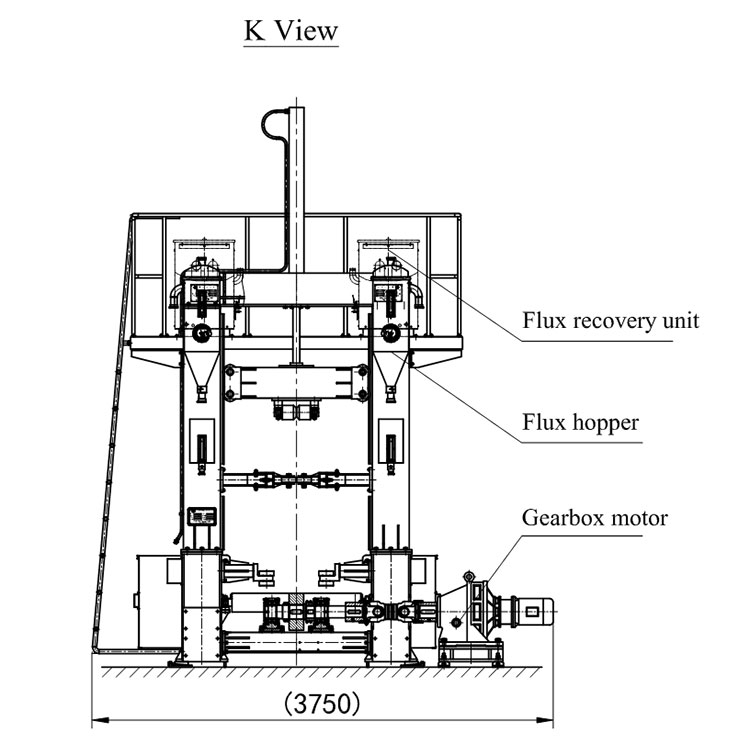
Система відновлення потоку |
2 набори |
||
|
Об'єм бункера флюсу |
2×50л |
||
|
Вхідний конвеєрний ролик: |
12000 мм |
||
|
Вихідний роликовий конвеєр: |
12000 мм |
||
|
Основна потужність машини |
14,5 кВт |
||
|
Гідравлічна система: |
1 комплект |
||
|
Випрямляючий агрегат |
1 комплект, вбудований в машину |
||
|
Джерело живлення: |
AC/380 В/50 Гц/3Ф |
||
|
Можливість випрямлення |
6-40 мм |
||
Функція та застосування
Лінії зварювання Н-променем 3 в 1має комбіновану функцію двотаврової балки, складання T-подібної балки, зварювання та виправлення деформації фланців після зварювання. Таким чином, він може точно та швидко реалізувати виготовлення H- та T-променів. Він має такі переваги: простота експлуатації, менша вартість праці та невелика площа покриття.
Ця лінія має два додаткові процеси зварювання, які ви можете вибрати відповідно до товщини конструкційної сталевої пластини, яку потрібно зварити:
ВАРІАНТ A: зварювання подвійним дротом одинарною дугою, швидкість наплавлення якого на 40% вища, ніж зварювання під флюсом, тому це особливо підходить для конструкційної сталі, товщина якої менше 20 мм.
ВАРІАНТ B: зварювання однією дротом. Він підходить для зварювання більшого діапазону товщини пластини.
Подробиці
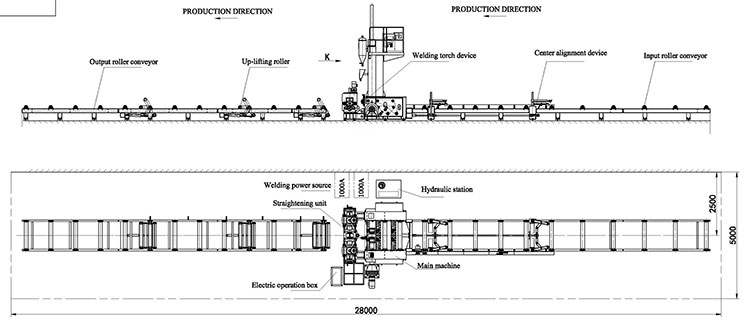
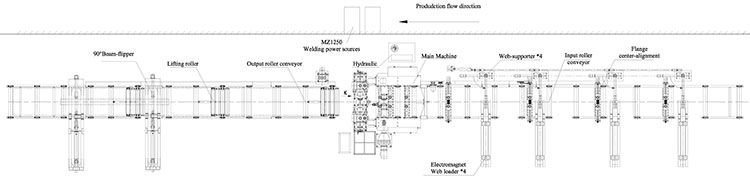
Стандарт ЖЖЛінії зварювання Н-променем 3 в 1Складається з одного вхідного роликового столу, основного зварювально-правового пункту, вихідного роликового столу. На основному зварювально-правильному посту встановлені установки з регенерацією флюсу, зварювальна головка з пальником і затискними пристроями для фланця і перетинки. Стандартна лінія також включає джерела зварювального живлення, гідравлічну станцію та блок управління.
1. Стандарт ЖЖЛінії зварювання Н-променем 3 в 1
2. ВАРІАНТ 1:
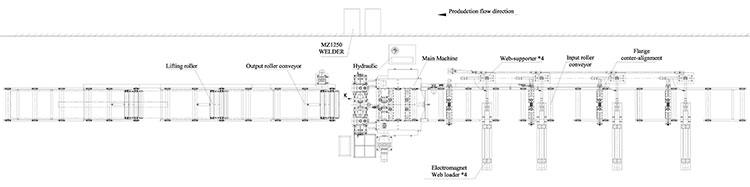
За різними запитами клієнтів ми також надаємо конфігурацію для ЖЖЛінії зварювання Н-променем 3 в 1наступним чином:
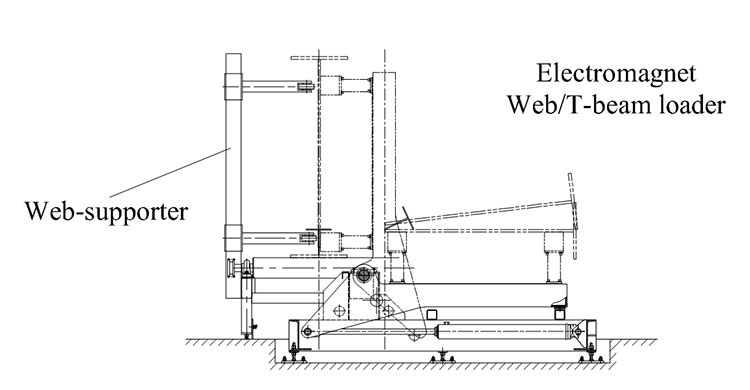
Базуючись на стандартних зварювальних лініях Н-променю 3-в-1, додається один набір завантажувача полотна, який складається з 4 частин магнітного завантажувального важеля та 4 частин опори для полотна. На кожному кронштейні для завантаження полотна є 2 магніти для утримання сталевої полотна.
3. ВАРІАНТ 2:
За різними запитами клієнтів ми також надаємо конфігурацію для ЖЖЛінії зварювання Н-променем 3 в 1наступним чином:
Базуючись на стандартних зварювальних лініях Н-променю 3-в-1, додається один набір завантажувача полотна, який складається з 4 частин магнітного завантажувального важеля та 4 частин опори для полотна. На кожному кронштейні для завантаження полотна є 2 магніти для утримання сталевої полотна.
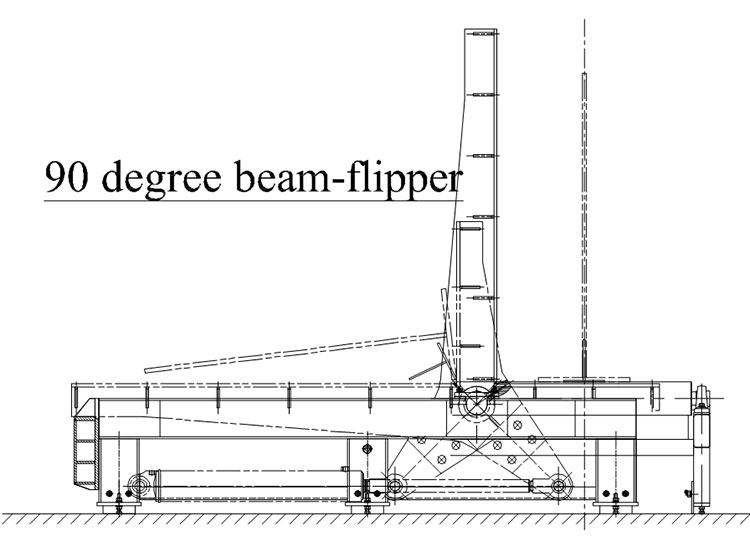
Виходячи з вищезазначеного, ми можемо додати один набір 90-градусних фліперів балки на вихідний роликовий стіл для перекидання звареної балки в горизонтальне положення.
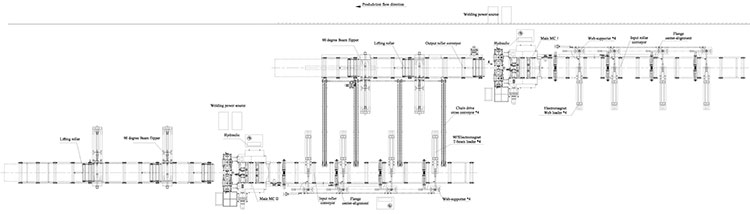
3. ВАРІАНТ 3:
Деяким клієнтам може знадобитися збільшити обсяг виробництва, їм потрібна одна зварювальна лінія, яка складається з 2 комплектів зварювальних станцій. Перша зварювальна станція для зварювання 1-го фланця та перегородки для формування Т-образної балки, 2-га для зварювання звареної Т-образної балки та 2-го фланця для формування двотаврової балки.
3.1 На основі стандартних зварювальних ліній H-променів 3-в-1 додається один набір завантажувача полотна, який складається з 4 частин магнітного завантажувального важеля та 4 частин опори для полотна. На кожному кронштейні для завантаження полотна є 2 магніти для утримання сталевої пластини полотна.
3.2 Додати один набір 90-градусних фліперів балки на вихідний роликовий стіл 1-ї зварювальної станції для перекидання звареної балки в горизонтальне положення.
3.3 Додати поперечний конвеєр ланцюгового типу для горизонтального переміщення Т-подібної балки до 2-го зварювального пункту.
Інтегровані лінії зварювання двотаврових балок 3-в-1, встановлені на заводі користувача
відео
Гарячі теги: Лінії для зварювання Н-променем 3 в 1, Китай, виробники, постачальники, оптова торгівля, фабрика, на замовлення, зроблено в Китаї, ціна, якість, ECA
Пов'язана категорія
Лінії для зварювання двотаврових балок
Лінія зварювання коробчатих балок
Лінії для зварювання Т-променем
Надіслати запит
Будь ласка, надішліть свій запит у формі нижче. Ми відповімо вам протягом 24 годин.









X
Ми використовуємо файли cookie, щоб запропонувати вам кращий досвід перегляду, аналізувати трафік сайту та персоналізувати вміст. Використовуючи цей сайт, ви погоджуєтеся на використання файлів cookie.
Політика конфіденційності